・備忘録
刃物の歴史、分類分け、仕組みについて詳細に語った本。
その中でも、『「刃」という語源はどこからきたか』や
『ものはなぜ切れるか』と『刃物とつきあう』は特に参考になった。
以下、参考になった文章を抜粋します。
P17
刀はナイフをかたどった文字であるが、
この刀に物を当てるところが刃である。(写真参照)
刃は歯の意味で、歯・葉・羽は端や平に通ずる。
英語でも刃をエッジ(edge 端)という。
カタナは片刃(かたな)だといわれる。

刃はヤイバとも読む、これは焼刃のことで、
火で焼ききたえた刃・刃物をいう
刃物とは、何かを切ったり削ったり穿ったりする道具である。
切は刀と七からなっているが、
七は|を一で切りすてることで切の原字である。
削は肖(小さくけずって何かにかたどる)と刀(刂、リットウ)からなり、
穿は牙で穴を通すことである。
P54
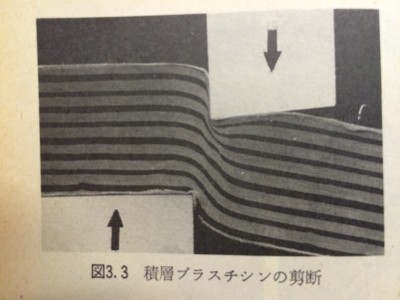
シャー(剪断機)の切り方はハサミとよく似ている。
積層プラスチシン(プラ粘土)の層の変形具合を見ると、
何本もの断層(地すべり)が起こっているのが
よくうかがえる。(写真参照)
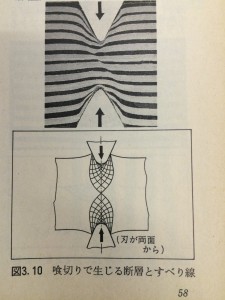
喰切り(ツメキリ型の切断具)のような刃で石けんをかみ切ってみると、
右写真のように稲妻状の割れ(写真の白い線)が走って左右に切れる。
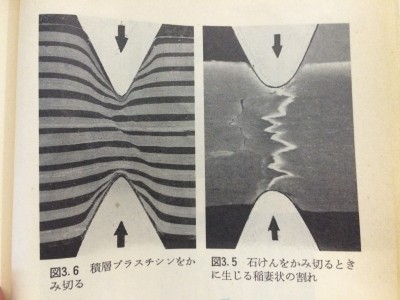
積層プラスチシンのかみ切りを見ると、
大きい断層がいくつも残っているのが見られる。(左写真参照)
剪断・かみ切りいずれでも層がきれいに流線状に絞られて細まるのではなく、
いくつもの断層でちぎられる形になっていることに注目してほしい。
P57
つぶす場合は広い面の間に物を挟んでおしつぶすのであるが、
上下の面に接する部分は貼りついて横へ拡がれないので、
その面の前には三角形(対面が遠いときは頂角が直角)の
不変域ができる。(写真参照)
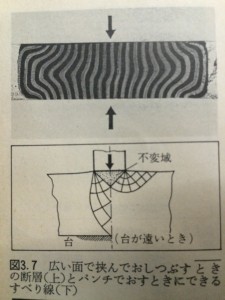
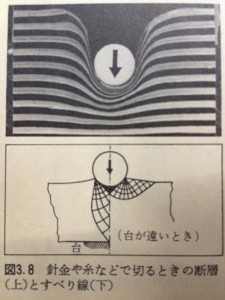
平たい正面(パンチ)や円弧(針金)でおされるときも、
その前方に不変域ができ、V形の刃先のような形になっている。
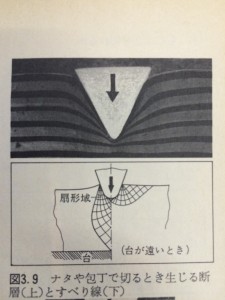
工具の刃先が鋭角の楔形になるときはこの不変域は存在しないで、
おす斜面に接してすべりの扇形域(放射状のすべり線群)ができる。
(写真参照)
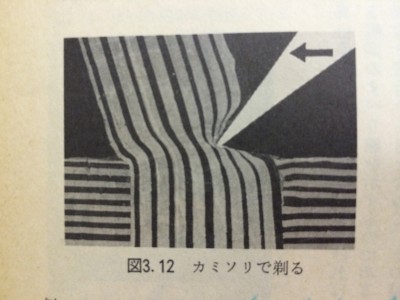
バイト、カンナやカミソリによる削りや剃りの模様を写真に示すが、
刃の進む方向が今までの例とは確かに違っているのと、
切り屑が思いのほかのさばっていることなどが異なっている。
しかしカミソリの場合などは、前に示した剪断の写真と
対応(刃の方向、屑の部分)させるとよく似ていることがわかる。
ここでわかることは、
1.楔で左右に割り裂かれている状態はどこにも見受けられない。
2.滑らかに締めつけられ絞られて、きれいな流線形に細まっているのでもない。
3.いずれの場合も、ところどころにはっきりした断層状のすべりを生じて変形している。
この断層の発達したものが、石けんの稲妻状の割れや
プラスチックの階段状の割れになる。
P66
かつて楔作用で刃物の切れる原理が説明されたことがあった。
刃が鋭いほうがよく切れ、引張りや押切りによる
切れ味のよさを楔の角度が小さく(=鋭い)働くことで
うまく説明できたかのようであった。
切れるカラクリは楔作用ではなくて、剪断(すべり)であることは判ってきたが、
まだ十分に整理されていないので、ここでまとめておこう。
次に示す写真は物に刃を当てて、
(1)真直ぐおして切るとき
(2)押しや引きを加えて切るとき
の剪断力の差を説明するものである。
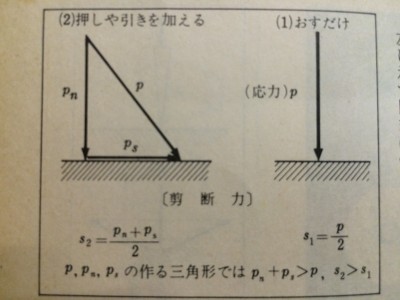
同じ力(応力p)をかけても、(2)の押し引きを加えて切る場合の方が
剪断力が大きくなり楽に切れるわけがよくわかるだろう。
P174
刃物を使うとは物を切ることであるが、
正しく楽に切ることであって、(そうでない状態を”切れない”という)
そのためには刃物と、その操作が万全でなければならない。
うまく使うには日頃からのつきあいが大切である。
といっても刃物に義理人情はないから長年のよしみに甘えるわけにはいかない。
いつも変らず、つきあいの基本を守り、ゆるがせにしないことである。
基本(原則)を書き連ねてみると次のようにごく当り前のことばかりであり、
守ることが肝要なだけである。さきにいった万全というのも
特にむずかしいことではなく、基本を守ることである。
①切れる状態に保つ
よい刃物を選ぶ・・・材質・熱処理を確かめて買う
よく刃物を研ぐ・・・使う前にも研ぎと調整が必要
②切れやすいように動かす
引切り、押切りを使う
ノコギリは引いて切る
(無理な力を入れないでも楽に切れるように刃物を使う)
③余計には切らない
物・・・切り過ぎない・・・暴走させない
人・・・怪我をしない・・・前におかない
(左の親指で刃物を押す)
④刃物を飛ばさない
柄をしっかり握る
刃物を折らない
(抜けたり、折れたりすることもあらかじめ考えに入れておく)
P176
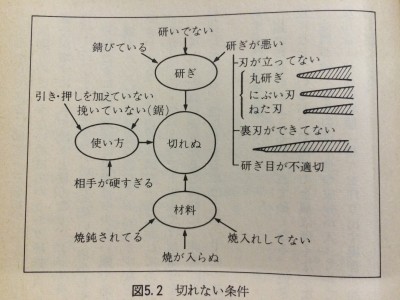
よく口にのぼる原因のうち、刃物にとって先天的なのはナマクラの場合だけである。
ナマクラというのは、材料が悪くて焼きが入らず
研いでも刃がすぐねてしまうのをいう。材料選びは刃物製作の基本である。
焼入れが施してないためにナマクラの場合もあるが、これも作った側の責任である。
ねびれるのはナマクラのときのほかに、刃を当てた相手が硬すぎる場合にも起る。
もし何ものにも負けないように硬くしておくと刃こぼれを起こすことが多く、
かえってまずいことになる。
材料の良否は見ただけではわかりにくいが、
刃の部分はガラス(窓ガラスの破片くらいが適当)で、
きずがつかないくらいの硬さが一般的に適当なところであろう。
火炎かグラインダーで加熱せぬ限り、焼きがなまることはない。
P185
刃物を研ぐとは、刃を作る=刃の面目を立てることである。(写真参照)
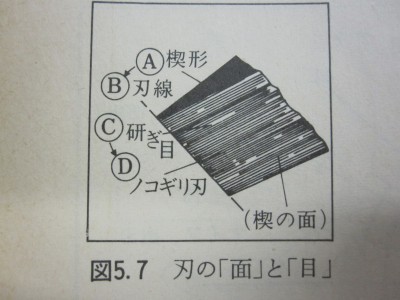
面目を立てる
・平面→正しいA楔形、B刃線を作る
・研ぎ目→微細なC研ぎ目、Dノコギリ刃を作る
ノミ、カンナの裏刃の平面が正しいことは特に重要である。
刃線が曲線の場合は楔の面は平面ではないが、
正しい平面を研ぎ出すことが基本である。
サビは刃の面目を汚すことがはなはだしく、切れ味をひどく低くする。
したがって、サビを防ぐこととこまめに研ぐことが大切である。
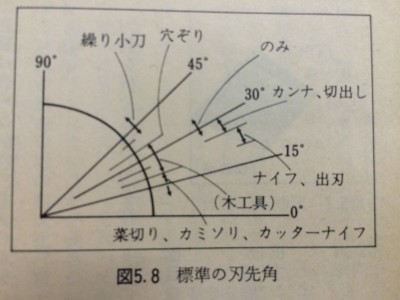
研ぎは急がずに、刃物角度(標準の刃先角がある。写真参照)を正しく保ち、
しゃくらないように棟の方へ動かす。
洋包丁などには保持具を使えるものがある。
研ぐのは使用の前、使用後は手入れをする。
大工さんが現場でやおら研ぎ始めるのは、
怠けていたわけではないのである。
水か油を砥面に注ぎ、目詰りを防ぐのも大切だ。
P188
砥石にしろグラインダーにしろ、刃物を研ぐと刃に砥粒による削り跡がつく。
これを研ぎ目というが、目の粗さのほか、方向・模様のよしあしが問題になる。
刃線に平行・垂直、軸線に平行(縦)・垂直(斜め)、交叉・回し交叉など、
写真に示すような目があるが、どの目がよいのだろう。
研ぎやすいのは(イ)(ハ)(ニ)だろうが、
微細なノコギリ刃を作る点からは(イ)は落第であり、(ロ)に近いものがよい。
(ホ)(へ)のような交叉目は手研ぎでわざわざやるには及ぶまい。

刃物はなるべく刃線に直角な目ができるように動かし、
砥面と刃物が吸い付くような平面を作るように心掛け、
それになれることである。
細い目に仕上げる場合、研ぎ目の方向の差はそう問題ではない。
P190
細かい目になると研ぎ目の方向の差はなくなるが、
入念に仕上げようと細かい目にすればするほどよくなるのだろうか。
細かいほどすべてによいとは限らない。
切る対象に応じた粗さというものがある。
たとえば竹を切るにしても、生竹と、乾いて硬くなった竹では異なり、
乾いた竹の場合とか大きく切りおとすようなときには
適当に目の粗い刃の方が食いつきがよい。
それに対して生竹とか軟らかい木を切るとか細工をするには
細かい目の方が食い込みがよくきれいに切れる。
したがって刃の部分によって目を変えておく
(先の方は細かく手前は粗くというように)ことも必要であろう。
・前文
刃物は生活の用具であるから、時代とともに、
生活の変遷とともに変ってゆく。
幼いころ親んでいた刃物で、
いまはもう見られなくなったものも多い。
その一方では、新しいものが生まれ、
セラミック刃物やレーザー工具などが使われたりしている。
また、ものはなぜ切れるかという科学では従来の楔の原理とは異った、
すべり変形という考え方を用いて、説明した。
・目次
1.刃物と刃の世界
1-1刃物の系譜
1-2代表的な刃物
1-3「刃」ということばはどこからきたか
1-4刃はどうついているか
1-5「釼」はハガネ?
1-6付焼刃は一流品
2.自然界の刃物
2-1身のまわりの景色のなかに
2-2自然界のトゲと歯
2-3ザラザラした面も刃物の仲間
2-4自然が生みだした鋭い刃-貝殻われ
2-5蟻地獄のしくみ
3.ものはなぜ切れるか
3-1どのように切れるのか
3-2こう切れている
3-3すべり変形が切断の原理
3-4すべらす力-剪断力
3-5楔形だから切れるわけではない
3-6よく切れる刃物とは
3-7ヨウカンを切る-鋭い刃の弱点
3-8氷を切る
3-9引張った状態のものを切る
3-10和紙を切る
3-11刃の上を歩く
3-12ガマの油-切るのに油はジャマ者か
4.刃物のグループ分け
4-1カンナ[鉋]族-真直ぐ切り進む
4-2包丁族-引き押しを加えて切る
4-3ノコギリ[鋸]族-多くの並んだ歯で切る
4-4ハサミ[鋏]族-刃ではさんで切る
4-5ヤスリ[鑢]族-がんじょうな刃が整列する
4-6砥石族-硬い岩石粒の刃
4-7キリ[錐]族-うがつ刃
4-8ワイヤー[針金]族-丸い刃
4-9土を切る刃物
4-10理容・美容に用いる刃物
4-11刃物には目鼻がある?
4-12刃物の東西による差
4-13刃物の左右
4-14刃物の表裏
4-15刃のない刃物
4-16新しい熱で切る
4-17セラミックスで切る
5.刃物とつきあう
5-1刃物の上手な使い方
5-2切れない条件
5-3地鉄と刃鉄を考える
5-4研ぐ
6.刃物のふるさと
6-1刃物のふるさとは鉄のふるさと
・三木市
・堺市
・関市
・三条市
・刃物のマーク・紋章
・著者
橋本英文
1918年、福岡県に生まれる。
1941年、九州帝国大学工学部航空工学科卒業。
海軍第一技術廠、鉄道技術研究所、住友金属工業、
姫路工業大学教授を経て、現在、久留米工業大学機械工学科教授。
工学博士。専門は塑性加工だが、航空機・鉄道・一般機械と
カバーする範囲は広い。趣味は造形美術。
ものをつくること、科学的に推理・探索することが好きで、
そのために旅にもよく出かける。
Tweet
こちらの記事もどうぞ!
- 内田広顕(1967)『刃物の歴史』(刃物シリーズNo.7)日本刃物工具新聞社.
- 日本輸出刃物工業組合(1984)『「鉄と日本刀」関の刃物の歴史』吉田印刷紙工.
- 〇2月は暦の上でも大寒です(雑学ネタ)
- 目次 機械刃物の設計
- 〇読書のすすめ(読書ネタ)